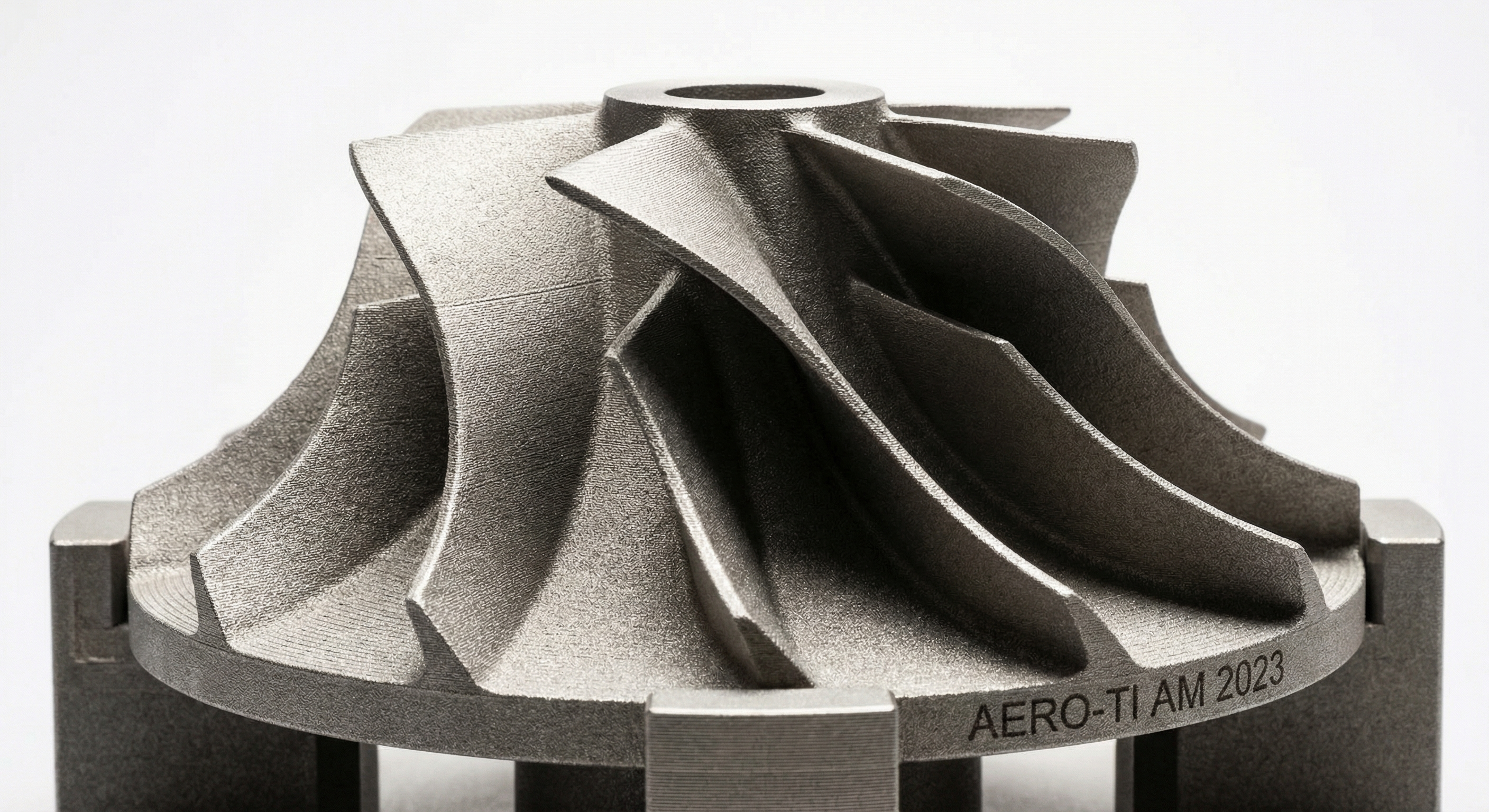
Industrial-Grade Steel 3D Printing
17-4 PH hardness (1365 MPa) and 316L corrosion resistance for tooling, bearings, and precision instruments
17-4 PH hardness (1365 MPa) and 316L corrosion resistance for tooling, bearings, and precision instruments
Tensile Strength: 1365-1372 MPa (hardened & aged)
Density: 7.81 g/cm³
Corrosion Resistance: Excellent in saltwater and chemicals
Premium martensitic stainless steel for high-strength applications. Precipitation hardening delivers superior hardness. Industry standard for aerospace tooling, bearing races, and precision instruments requiring both strength and corrosion resistance.
Tensile Strength: 565-586 MPa
Density: 8.0 g/cm³
Corrosion Resistance: Superior in acidic and chloride environments
Austenitic stainless with low carbon for superior weldability. 316L excels in chemical processing, medical instruments, and marine applications where corrosion resistance takes priority over maximum hardness. Excellent biocompatibility for surgical instruments.
Design Freedom: Complex internal geometries impossible to machine
Cost Savings: Zero tooling, 80%+ material waste elimination
Performance: 99.5% density equals forged steel properties
Replace 15+ machined parts with single consolidated assembly. Cooling channels in tool inserts increase productivity 40%. Bearing races manufactured as integrated units. Speed and affordability for one-off prototypes through small production runs.

Traditional mold-making requires 12-16 weeks and $50,000+. 17-4 PH 3D printing delivers production-ready inserts in 4-6 weeks. Cooling channels integrated directly into tool steel:

Consolidated bearing assemblies with integral races and retention features. 316L stainless for corrosion resistance in harsh environments:
316L stainless steel precision instruments with superior corrosion resistance. Suitable for surgical grade applications requiring hardness and biocompatibility:
Pre-alloyed steel powder (17-4 PH or 316L, 20-60 µm particle size) loaded into build chamber. Nitrogen atmosphere maintained for stainless steel (oxygen <500 ppm). Build temperature 200-400°C to minimize distortion in high-strength alloys.
Fiber laser (500-1000W for steel) melts powder at 0.030-0.100mm layer thickness. Steel requires higher laser power than titanium due to thermal conductivity. Scan speed 500-1500 mm/min. 17-4 PH builds achieve 99.5% density as-built, comparable to forged steel.
Post-build stress relief at 1150°C (for 17-4 PH) or 1150°C (for 316L), 1-2 hours. Critical for dimensional stability and hardness. 17-4 PH then precipitation hardened at 480°C for 1 hour to achieve H1025 condition (1365 MPa).
Support removal via CNC or EDM. Grinding to achieve surface finish Ra 0.4-0.8 µm for bearing races or tool surfaces. Hardness testing confirms 50-52 HRC for 17-4 PH. Tensile samples verify material properties per ASTM E8 standards.
Challenge: Complex mold cavity with integrated cooling channels requiring 16-week lead time and $75,000 investment.
Solution: 17-4 PH DMLS insert with optimized cooling geometry designed for 3D printing. Integrated channels impossible with traditional drilling.
Results: 5-week delivery, $18,000 cost, 40% cycle time improvement through superior cooling, 6-month payback through increased productivity.
Challenge: Bearing assembly required 7 separate machined components, complex assembly, high scrap rate during production.
Solution: Consolidated all bearing races, seals, and retention features into single 316L steel component via DMLS.
Results: 85% reduction in assembly labor, single-pass assembly, 30% lighter final product, zero additional fasteners required.
Challenge: Hospital needed ergonomic custom surgical clamps for specialized procedure. Traditional manufacturing not viable for low volume.
Solution: 316L stainless steel instruments designed with integrated grip texturing and optimized jaw geometry for precision.
Results: Instruments delivered in 4 weeks, improved surgeon ergonomics, 100% biocompatibility verified, cost-effective even for single units.
Get a free DFM analysis for your next steel component
Request Engineering Consultation